Härteverlaufsmessung

Die Härteverlaufsmessung dient dazu, Informationen über den Härteverlauf über die Tiefe oder Dicke in einem Werkstück zu erhalten. Die Härteverlaufsmessung ist eine erweiterte Form der Härteprüfung. Härteverlaufsmessungen ermöglichen eine detaillierte Charakterisierung der Härte über die Tiefe eines Werkstoffs. Dies ist besonders nützlich, um Unterschiede in der Härte von Oberflächenschichten im Vergleich zum Kernmaterial zu verstehen. Härteverlaufsmessungen werden beispielsweise zur Bestimmung der Einhärtetiefe von oberflächengehärteten Bauteilen verwendet.
Wir führen als Steinbeis-Transferzentrum Härteverlaufsmessungen als Dienstleistung durch.
Warum ist eine Härteverlaufsmessung wichtig?
- Materialcharakterisierung: Die Härteverlaufsmessungen ermöglichen eine detaillierte Charakterisierung der Härte über die Tiefe eines Materials hinweg. Dies ist besonders nützlich, um Unterschiede in der Härte von Oberflächenschichten im Vergleich zum Kernmaterial zu verstehen.
- Wärmebehandlungsüberwachung: In der Metallurgie und bei der Herstellung von Werkstoffen spielt die Wärmebehandlung eine entscheidende Rolle bei der Einstellung der mechanischen Eigenschaften eines Materials. Härteverlaufsmessungen können dabei helfen, die Wirksamkeit von Wärmebehandlungsprozessen zu überwachen und sicherzustellen, dass die gewünschten Härteprofile erreicht werden.
- Qualitätskontrolle von Beschichtungen: Bei beschichteten Materialien, wie beispielsweise in der Oberflächenbeschichtungstechnologie, kann die Härteverlaufsmessung Aufschluss darüber geben, ob die Beschichtung gleichmäßig und den Anforderungen entsprechend aufgetragen wurde.
- Ermittlung von Fehlstellen: Härteverlaufsmessungen können auch dazu verwendet werden, Fehlstellen wie Risse oder Unregelmäßigkeiten in der Materialstruktur zu identifizieren, indem sie Härteabweichungen an diesen Stellen aufzeigen.
Härteverlaufsmessungen dienen dazu, ein umfassenderes Bild der mechanischen Eigenschaften von Werkstoffen zu erhalten, insbesondere wenn eine detaillierte Analyse der Härte über die Tiefe des Werkstoffs erforderlich ist. Dies ist in Bereichen wie Werkstoffkunde, Fertigungstechnik, Qualitätssicherung und Werkstoffprüfung von entscheidender Bedeutung.
Was bietet unser Steinbeis-Transferzentrum?
1. Präzise Härteverlaufsmessungen: Mit modernsten Messgeräten führen wir präzise und zuverlässige Härteverlaufsmessungen durch und liefern Ihnen zuverlässige Daten über die Materialeigenschaften.
2. Fachkundige Expertise: Die Messungen werden von qualifizierten Mitarbeitern/innen durchgeführt, die Ihnen bei Fragen gerne zur Verfügung stehen.
3. Kundenzentrierter Ansatz: Jeder Auftrag ist individuell, daher sind unsere Analysen auf die jeweiligen kundenspezifischen Anforderungen zugeschnitten.
Dienstleistungen
- Härte-Tiefen-Verlauf-Messungen
- Bestimmung Einhärtetiefe (Eht, Rht, Nht)
- Härteverteilung Schweißnähte
Gerne erstellen wir Ihnen ein Angebot für eine Härteverlaufsmessung.
Verfahren
Die Durchführung der Härteverlaufsmessung erfolgt indem eine eine Reihe von Härteeindrücken vom Rand zur Mitte des Probekörpers gesetzt wird, an denen die Härten mit kleinen Prüfkräften ermittelt werden. Je nach Größenordnung der Prüfkräfte erfolgt dies mit der Mikrohärteprüfung oder der Nanoindentation.
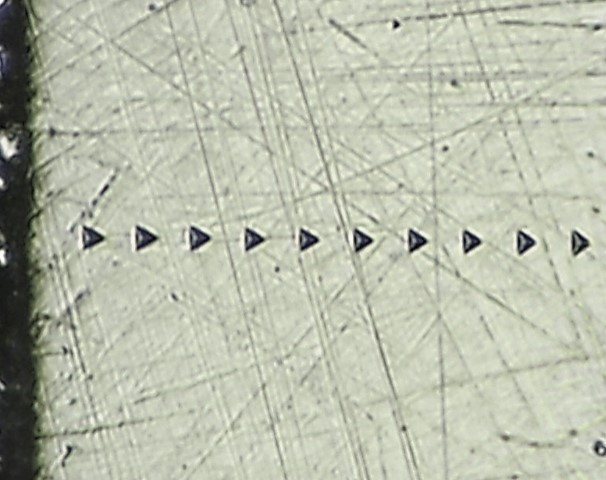
Härteverlaufsmessung am Bauteilrand
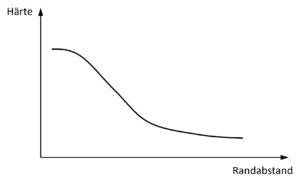
Haerte-Tiefen-Verlauf
Anwendungen
Härteverlaufsmessungen werden durchgeführt für:
1. Materialprüfung
Die Härte ist ein Indikator für die Festigkeit und Zähigkeit eines Materials. Durch Härteverlaufsmessungen kann man feststellen, wie das Material auf äußere Kräfte reagiert und ob es für bestimmte Anwendungen geeignet ist.
2. Qualitätskontrolle
In der Fertigungsindustrie ist es entscheidend, sicherzustellen, dass hergestellte Teile die erforderlichen Härteanforderungen erfüllen. Härteverlaufsmessungen helfen, die Qualität und Homogenität der Produktion zu überwachen.
3. Wärmebehandlung
Bei der Wärmebehandlung von Metallen, wie dem Härten oder Vergüten, ist es wichtig zu überprüfen, ob die gewünschten Härteeigenschaften im gesamten Werkstück erreicht wurden. Härteverlaufsmessungen helfen, den Erfolg der Wärmebehandlung zu beurteilen.
4. Materialentwicklung
Bei der Entwicklung neuer Materialien ist es wichtig zu verstehen, wie sich die Härte im Inneren des Materials verhält. Dies hilft Forschern und Ingenieuren, Materialien mit spezifischen mechanischen Eigenschaften zu entwerfen.
5. Schadensanalyse
Im Falle von Schäden oder Versagen von Bauteilen kann die Untersuchung des Härteverlaufs dazu beitragen, die Ursachen des Versagens zu verstehen. Zum Beispiel können Härteunterschiede auf ungleichmäßige Belastung oder Verarbeitungsfehler hinweisen.