Reibwert ermitteln
Der Reibwert oder Reibungskoeffizient wird ermittelt, um das Verhalten von Oberflächen im Kontakt miteinander zu verstehen und zu charakterisieren. Der Reibwert ist ein Maß für die Reibung oder den Widerstand zwischen zwei Oberflächen, wenn sich diese unter Last relativ zueinander bewegen. Messungen des Reibungskoeffizienten sind in verschiedenen Industrien und Anwendungen von großer Bedeutung, da sie Informationen über die Effizienz, Haltbarkeit und Leistung von Materialien und Komponenten liefern.
Der Reibwert wird ermittelt, um das Verhalten von Oberflächen im Kontakt miteinander zu verstehen, die Leistungsfähigkeit von Werkstoffen zu bewerten und die Effizienz, Zuverlässigkeit und Sicherheit technischer Systeme zu verbessern. Es gibt verschiedene Methoden zur Messung des Reibwertes bzw. Reibungskoeffizienten und verschiedene tribologische Prüfstände. Die Messungen können unter verschiedenen Bedingungen durchgeführt werden, z. B. bei unterschiedlichen Temperaturen, Drücken und Geschwindigkeiten, um der Vielfalt der realen Anwendungen Rechnung zu tragen.
Warum ist eine Ermittlung des Reibwertes wichtig?
- Design und Konstruktion: Der Reibwert ist ein wichtiger Parameter bei der Konstruktion und Werkstoffauswahl von Bauteilen, die miteinander in Berührung kommen. Ein niedriger Reibwert kann z. B. bei der Konstruktion von Lagern, Gleitflächen oder Dichtungen bevorzugt werden, um Energieverluste zu minimieren oder die Bewegungsgenauigkeit zu erhöhen.
- Leistungsbewertung: Der Reibwerte wird verwendet, um die Leistung von Werkstoffen und Beschichtungen zu bewerten. Beispielsweise können Schmierstoffe und Oberflächenbeschichtungen anhand ihres Einflusses auf den Reibwert bewertet werden, um den Wirkungsgrad von Maschinen und Mechanismen zu verbessern.
- Verschleiß und Lebensdauer: Ein hoher Reibwert kann zu erhöhtem Verschleiß führen, da er die Reibung und Wärmeentwicklung zwischen den Oberflächen erhöht. Durch das Verständnis und die Kontrolle des Reibwertes können Ingenieure Maßnahmen ergreifen, um den Verschleiß zu verringern und die Lebensdauer von Bauteilen zu verlängern.
- Tribologie: Die Untersuchung des Reibungsverhaltens ist ein wesentlicher Bestandteil der Tribologie, der Wissenschaft von Reibung, Verschleiß und Schmierung. Das Verständnis der Mechanismen, die den Reibungskoeffizienten beeinflussen, ermöglicht Fortschritte bei der Entwicklung von Werkstoffen, Schmiermitteln und Oberflächenbehandlungen.
Was bietet unser Steinbeis-Transferzentrum?
1. Moderne Ausstattung: Unsere modernen Messgeräte ermöglichen eine genaue und zuverlässige Bestimmung der Reibungskoeffizienten.
2. Fachkundige Expertise: Die Messungen werden von qualifizierten Materialwissenschaftlern/innen durchgeführt, die Ihnen bei Fragen gerne zur Verfügung stehen.
3. Kundenzentrierter Ansatz: Jeder Auftrag ist individuell, daher sind unsere Analysen auf die jeweiligen kundenspezifischen Anforderungen zugeschnitten.
Dienstleistungen
- Präzise Reibwertmessungen: Mit unseren präzisen Verfahren lassen sich die Reibwerte tribologischer Systeme zuverlässig bestimmen.
- Ganzheitliche Analysen: Unsere erfahrenen Experten/innen führen nicht nur Reibwertmessungen durch, sondern auch ganzheitliche Analysen der Bauteile von tribologischen Systemen.
Gerne erstellen wir Ihnen ein Angebot für eine Reibwertmessung.
Wie wird der Reibwert ermittelt?
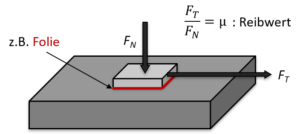
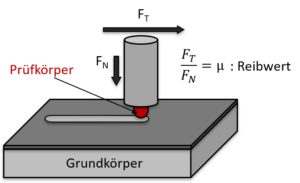
Der Reibwert wird ermittelt, indem ein Prüfkörper mit einer definierten Normalkraft auf einen Grundkörper gedrückt und relativ zu diesem translatorisch oder rotatorisch bewegt wird. Dabei wird die Tangentialkraft FT (Reibungskraft) gemessen. Aus dem Verhältnis dieser zur Normalkraft FN wird der Reibwert µ bestimmt. Der Reibwert bzw. Reibungskoeffizient unmittelbar vor Beginn der Bewegung wird als Haftreibungskoeffizient (statischer Koeffizient) und der Reibungskoeffizient während der Bewegung als Gleitreibungskoeffizient (dynamischer Koeffizient) bezeichnet.
Was ist der Reibwert?
Der Reibwert bzw. die Reibungskoeffizient μ ist eine Systemeigenschaft. Er ist abhängig von den Eigenschaften der Reibpartner und den Belastungsgrößen (Druck, Geschwindigkeit, Temperatur usw.) sowie ggf. vom Schmierungszustand. Der Reibungskoeffizient ist nichts anderes als das Verhältnis von Normalkraft zu Tangentialkraft (Reibkraft) und kein Werkstoffkennwert.
Typische Fragen der Art „Wie groß ist der Reibwert μ von Stahl gegen Kunststoff?“ können nicht eindeutig durch Angabe eines Zahlenwertes beantwortet werden. Abgesehen davon, dass Stahl und Kunststoff eine ungenaue Angabe der beteiligten Werkstoffe darstellt. Der tatsächliche Reibwert kann nur durch Messungen ermittelt werden. Die Bestimmung des tatsächlichen Reibwertes erfolgt durch Messungen mit Hilfe eines Tribometers. Dieses Modellprüfgerät eignet sich hervorragend, um den Einfluss verschiedener Parameter unter definierten Bedingungen kostengünstig zu ermitteln.
Reibwertprüfung Schraubenverbindungen
Die Prüfung des Reibwertes von Schraubverbindungen ist wichtig, um das Reibungsverhalten in diesen Verbindungen zu verstehen und zuverlässige Daten für die konstruktive Gestaltung zu erhalten. Da der Reibungskoeffizient von vielen Eigenschaften abhängt, kann er nur durch eine Messung bestimmt werden. Dazu wird der Reibwert bzw. die Reibungsk0effizient des Gewindes, der Kopfauflage bzw. der Mutterauflage und der Gesamtreibwert ermittelt. Wir prüfen Schraubverbindungen nach folgenden Normen
- ISO 16047
- VW 01131
- MBN 10544
- VDA 203-101
- VDA 203-235
Der Reibwert ist ein entscheidender Faktor bei der Berechnung der erforderlichen Anziehkraft von Schrauben. Er bestimmt das Drehmoment, das erforderlich ist, um die Schraube festzuziehen, ohne dass sie sich während des Betriebs löst. Ein zu hoher Reibwert kann die Schraube beschädigen oder die Verbindung überlasten, was zu Versagen und vorzeitigem Ausfall führen kann. Ein zu niedriger Reibungskoeffizient kann zum Lösen der Verbindung führen, was ebenfalls unerwünschte Folgen haben kann.

Schraube mit Scheibe und Mutter
Reibwertbestimmung von Folien, Bahnen, Papiere
Die Messung des Reibwertes bzw. Reibungskoeffizient bzw. Coefficient of friction (COF) Folien, Papieren, Vliesstoffen, Textilien und Kunststoffen erfolgt nach der internationalen Norm DIN EN ISO 8295.
Dazu wird das zu prüfende Material auf einem Messschlitten unter einer definierten Prüflast über eine Stahlplatte oder übereinander bewegt. Dabei wird die Reibkraft kontinuierlich gemessen und aus ihrem Verhältnis zur Normalkraft der Reibwert berechnet. Die Messung erfolgt entsprechend den zugrundeliegenden Normen mit einer definierten Vorschubgeschwindigkeit. Die Prüfkraft wird gemäß den entsprechenden Normen durch ein Totgewicht aufgebracht, das eine bestimmte Kontaktpressung erzeugt.