Einhärtetiefe bestimmen

Die Einhärtetiefe, auch Randschichtdicke oder Härtetiefe genannt, wird gemessen, um die Tiefe zu bestimmen, bis zu der das Material durch einen Härtungsprozess verändert wurde. Dieser Prozess wird oft als Randschichthärten bezeichnet und kann durch verschiedene Methoden wie Einsatzhärten, Carbonitrieren, Flammhärten, Induktionshärten, Laseroberflächenhärten, Elektronenstrahlhärten, Nitrieren, Nitrocarburieren oder andere Wärmebehandlungsverfahren erreicht werden.
Wir bestimmen als Steinbeis-Transferzentrum die Einhärtetiefe nach den jeweiligen Normen als Dienstleistung.
Warum ist die Bestimmung der Einhärtetiefe wichtig?
- Qualitätskontrolle: In der Fertigungsindustrie wird die Einhärtetiefe gemessen, um sicherzustellen, dass die hergestellten Teile die gewünschte Härte aufweisen und die Spezifikationen erfüllen. Dies ist besonders wichtig für Teile, die hohen Belastungen, Verschleiß oder anderen extremen Bedingungen ausgesetzt sind, wie beispielsweise Zahnräder, Werkzeuge oder Lager.
- Werkstoffentwicklung: Bei der Entwicklung neuer Werkstoffe ist die Bestimmung der Einhärtetiefe wichtig, um die Effektivität von Härteprozessen zu bewerten und die optimalen Parameter für die Herstellung widerstandsfähiger Materialien zu identifizieren.
- Schadensanalyse: In Fällen von Versagen oder Schäden an Bauteilen kann die Einhärtetiefe gemessen werden, um festzustellen, ob die Härtebehandlung korrekt durchgeführt wurde und ob sie ausreichend tief in das Material eingedrungen ist.
- Wärmebehandlungsoptimierung: Die Bestimmung der Einhärtetiefe ist ein wichtiger Parameter bei der Optimierung von Wärmebehandlungsprozessen, um sicherzustellen, dass die gewünschten mechanischen Eigenschaften in den richtigen Tiefen des Materials erzielt werden.
Die Einhärtetiefe wird üblicherweise durch die Mikrohärteprüfung am Querschliff bestimmt. Diese Prüfungen können an verschiedenen Stellen des Werkstoffs durchgeführt werden, und die sich ergebenden Härteprofile ermöglichen die Bestimmung der Einhärtetiefe.
Was bietet unser Steinbeis-Transferzentrum?
1. Normkonforme Prüfungen: Moderne Prüfgeräte ermöglichen es, die Einhärtetiefe von randschichtgehärteten Bauteilen normkonform zu bestimmen und Ihnen zuverlässige Daten zu liefern.
2. Fachkundige Expertise: Die Messungen werden von qualifizierten Mitarbeitern/innen durchgeführt, die Ihnen bei Fragen gerne zur Verfügung stehen.
3. Kundenzentrierter Ansatz: Jeder Auftrag ist individuell, daher sind unsere Analysen auf die jeweiligen kundenspezifischen Anforderungen zugeschnitten.
Dienstleistungen
- Einsatzhärtetiefe (EHT, CHD) nach ISO 2639
- Randschichthärtetiefe (RHT, SHD) nach ISO 18203
- Nitrierhärtetiefe (NHT, NHD) nach DIN 50190-3
- Härteprüfung in einer Schweißnaht nach ISO 9015 und ISO 22826
Gerne erstellen wir Ihnen ein Angebot für die Bestimmung der Einhärtetiefe.
Verfahren
Zur Bestimmung der Einhärtetiefe von randschichtgehärteten Bauteilen wird eine Härteverlaufsmessung durchgeführt, um den Härte-Tiefen-Verlauf zu ermitteln. Diese erfolgt mit kleinen Prüfkräften mit der Mikrohärteprüfung oder der Nanoindentierung. Dabei wird im Querschliff eine Reihe von Härteeindrücken von Rand in Richtung Probenmitte gesetzt und daraus die Grenzhärte (GH) bestimmt. Der Abstand von der Oberfläche bis zur jeweiligen Grenzhärte (GH) wird als Einhärtetiefe definiert. Ähnlich wird auch dazu vorgegangen, um an Schweißnähten die Härteverteilung zu bestimmen. Lichtbogenschweißverbindungen werden nach ISO 9015 geprüft und die mit Laser- und Elektronenstrahlen hergestellte Schweißverbindungen nach ISO 22826.
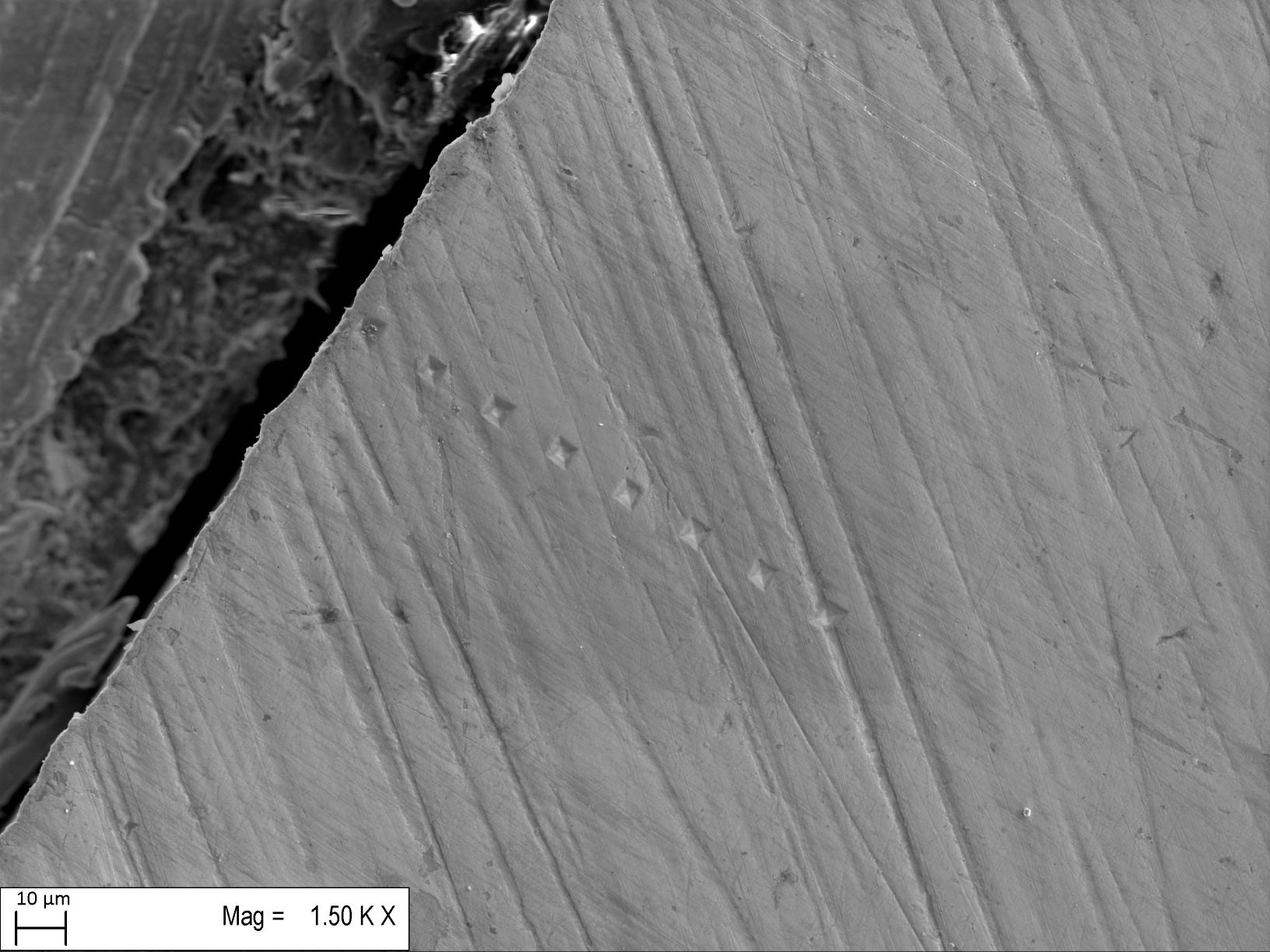
Härteverlaufsmessung (Härteprüfpunkte Bauteilrand)
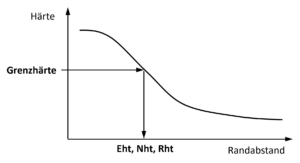
Einhärtetiefe aus Haerte-Tiefen-Verlauf bestimmen
Definition
Die Einhärtetiefe ist der Abstand von der Oberfläche bis zur Grenzhärte (GH), die in Abhängigkeit von der Art der Randschichthärtung definiert ist. Die Einhärtetiefe wird in Abhängigkeit vom Randschichthärteverfahren als Einsatzhärtetiefe (Eht), Randschichthärtetiefe (Rht) oder Nitrierhärtetiefe (Nht) bezeichnet.
Einsatzgehärtete Teile (Aufgekohlte oder carbonitrierte Bauteile)
- Die Einhärtetiefe wird als Einsatzhärtungtiefe (EHT, CHD)) nach EN ISO 2639 bestimmt.
- EHT = Distanz von der Oberfläche bis zu dem Punkt, an dem die Grenzhärte erreicht ist.
- Grenzhärte = 550HV1, wenn die Kernhärte des Fertigteils bei Tiefe 3 x Eht kleiner als 450HV1 ist. Ist die Kernhärte größer 450HV1 kann die Grenzhärte erhöht werden.
Randschichtgehärtete Teile (Induktiv- oder flammengehärtete Bauteile)
- Die Einhärtetiefe als Randschichthärtetiefe (RHT, SHD) wird nach EN 10328, ISO 18203 bestimmt.
- RHT = Abstand zwischen der Oberfläche des zu prüfenden Werkstücks und derjenigen Stelle in der Randschicht, an die Grenzhärte erreicht ist.
- Die Grenzhärte beträgt 0.8 x Mindestwert der Oberflächenhärte, wenn in einer Tiefe von 3 x RHT die Kernhärte kleiner als der Mindestwert der Oberflächenhärte – 100 HV ist.
Nitrierte Teile
- Die Einhärtetiefe wird als Nitrierhärtetiefe (NHT) nach DIN 50190-3 bestimmt.
- NHT = Abstand zwischen der Oberfläche des zu prüfenden Werkstücks und derjenigen Stelle in der Randschicht, an der die Vickers-Härte der Grenzhärte entspricht.
- Die Grenzhärte ist gleich der Ist-Kernhärte + 50 HV.