2D-Profil-Rauheit
Die Rauheit einer Oberfläche bezieht sich auf die Unregelmäßigkeiten und Unebenheiten, die auf der Mikro- oder Makroebene vorhanden sind. Die 2D-Profil-Rauheit wird durch linienhafte Messungen der Oberflächenmikrostruktur bestimmt. Zur Bestimmung wird eine taktile oder optische Messung durchgeführt und anschließend die kurzwelligen Anteile in Form des Rauheitsprofils herausgefiltert. Aus diesem werden die Rauheitswerte nach ISO 4287, ISO 13565-2 und der neuen Norm ISO 21920 berechnet.
Neben den bekannten Rauheitswerten
- mittlere Rautiefe Rz,
- arithmetischer Mittelwert Rauheit Ra,
- Rautiefe Rt und
- Traganteil (Materialanteil) Rmr
stellen die Normen eine umfangreiche Auswahl an Kennwerten zur Verfügung. Damit lassen sich präzise die funktionsbestimmenden Merkmale einer Oberfläche durch quantitative Größen beschreiben. Gerne beraten wir Sie diesbezüglich.

Bedeutung der Rauheit
Die Rauheit ist ein wichtiger Parameter in verschiedenen Branchen, da die Oberflächenbeschaffenheit die Funktionalität, Haltbarkeit und ästhetische Qualität von Werkstoffen und Produkten beeinflusst. Die Profil-Rauheit 2D und die daraus berechneten Rauheitskennwerte dienen zur Charakterisierung einer Oberfläche hinsichtlich Reibung, Verschleiß, Dichtheit, Einlaufverhalten und Tragfähigkeit.
Messgeräte
- Konfokalmikroskop
- Konfokales Laser Scanning Mikroskop
- Weißlichtinterferometer (WLI)
- Rasterkraftmikroskop (AFM)
- Taktiles Rauheitsmessgerät
Gerne erstellen wir Ihnen ein Angebot für Rauheitsmessungen.
Rauheitskenngrößen Ra, Rz, Rt, Rmr
Die Rauheitswerte Ra, Rz und Rt gehören zu den Senkrechtkenngrößen. Der arithmetische Mittelwert der Rauheit Ra (alt: Mittenrauwert) berechnet sich aus den Beträgen aller Profilwerte des Rauheitsprofil. Der Ra stellt keine brauchbare Kenngröße da und liefert keine Aussagen über die Ausprägung der Oberflächenstrukturen. Hier ist der quadratische Mittelwert der Rauheit Rq zu bevorzugen.

Arithmetischer Mittelwert der Rauheit Ra
Die maximale Höhe der Rauheit Rz (alt: mittlere Rautiefe) berechnet sich als Mittelwert von i.d.R. fünf Einzelrautiefen aufeinanderfolgender Einzelmessstrecken in der Auswertelänge (alt: Messstrecke). Der Rz ist ca. 3-10fach so groß wie Ra, wobei es keine allgemeingütige Umrechnung gibt.
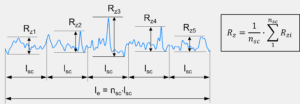
Maximale Höhe der Rauheit Rz
Von der maximalen Höhe der Rauheit Rz zu unterscheiden ist die Gesamthöhe der Rauheit Rt (alt: Rautiefe), welche als Abstand zwischen höchster Spitze und tiefstem Tals der Auswertelänge (alt: Messstrecke) berechnet wird.
Materialanteil (Traganteil)
Der relative Materialanteil der Rauheit Rmr (alt: Traganteil) ist der summierte Anteil der im Material verlaufenden Strecke relativ zur Auswertelänge (alt: Messtrecke). Dieser verläuft in einer Schnitthöhe dc zur Bezugshöhe, welche in der Regel durch den höchsten Punkt des Rauheitsprofils verläuft. Aufgrund der Abhängigkeit von Rmr von der Bezugshöhe, die durch eine eine einzelne (höchste) Oberflächenspitze verläuft, wird zusätzlich eine Referenzschnitthöhe cp definiert, um die Empfindlichkeit in der Berechnung zu reduzieren.
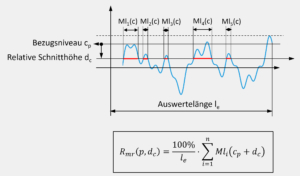
Relativer Materialanteil der Rauheit Rmr
Oberflächenmessung im STZ
Als Steinbeis-Transferzentrum führen wir Oberflächenmessungen zur Bestimmung von Rauheit, Welligkeit, Drall und Formabweichung von Oberflächen durch. Aus den Messungen werden 2D-Profilkenngrößen und 3D-Oberflächenkenngrößen zur quantitativen Charakterisierung der Oberflächeneigenschaften ermittelt. Darüber hinaus können auf Basis der Ergebnisse dreidimensionaler optischer Messungen Analysen spezieller Oberflächenmerkmale (Poren, Fehlstellen, Riefen, Spitzen etc.) durchgeführt werden.
Die umfassende Laborausstattung unseres Steinbeis-Transferzentrums ermöglicht die Bestimmung nahezu aller Arten von Oberflächen. Diese Oberflächenmessungen werden überwiegend mit optischen Verfahren durchgeführt, um alle funktionsrelevanten Strukturen messtechnisch erfassen zu können. Für besonders hohe laterale Auflösungen bestimmen wir die Oberflächenmikrostruktur mit einem Rasterkraftmikroskop (AFM).
Für die Themen Rauheit, Rauheitsmessung und Oberflächenangaben Zeichnungen nach der neuen Norm ISO21920:2021 bieten wir Seminare an, sowohl als offene als auch als Inhouse-Seminare an. Mit der Einführung der nuen ISO-Normenreihe ISO 21920-1 bis 3:2021 (profilierte Oberflächenbeschaffenheit) haben sich die internationalen Normen zur eindeutigen und funktionsgerechten Charakterisierung von Oberflächen wesentlich weiterentwickelt und grundlegend verändert.